Revolutionizing Fluid Control: The Membrane Valve's Rise in Industrial Applications
Fluid control is a critical aspect of various industrial processes, ranging from chemical production to water treatment and oil refining. Over the years, different types of valves have been utilized to regulate the flow of fluids within these applications. One type of valve that has been revolutionizing fluid control is the membrane valve, also known as diaphragm valves.
Membrane valves are gaining popularity due to their unique design, superior performance, and versatility, making them an essential component in modern industrial applications.
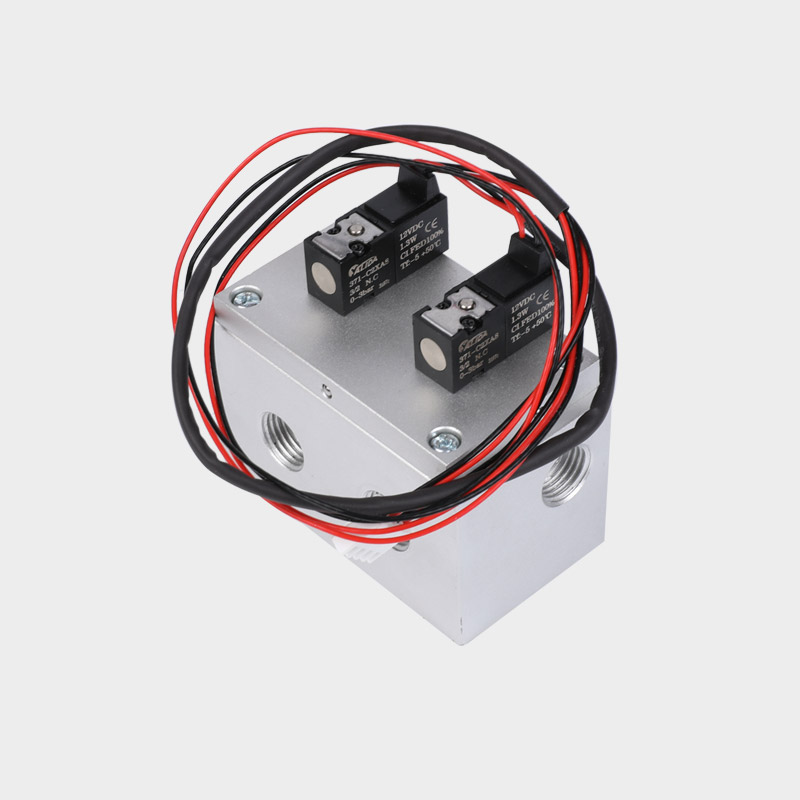
A membrane valve operates using a flexible membrane or diaphragm to control the flow of fluids. This membrane is typically made of elastomeric materials such as rubber or thermoplastics. The diaphragm acts as a barrier between the fluid flow and the valve body. When pressure is applied to the diaphragm, it flexes, allowing fluid to pass through the valve. Conversely, releasing the pressure causes the diaphragm to close, preventing further fluid flow.
Key Advantages of Membrane Valves:
Contamination prevention: The primary advantage of membrane valves is their ability to create a hermetic seal between the fluid and the environment, preventing contamination or leakage. This characteristic is especially crucial in industries where purity and sterility are paramount, such as pharmaceuticals and food processing.
Versatility: Membrane valves can handle a wide range of fluids, including corrosive, abrasive, and viscous substances. The materials used for the diaphragm can be selected to suit specific applications, ensuring compatibility with different media.
Low maintenance: Membrane valves have a simple design with minimal moving parts, reducing the need for frequent maintenance. Their smooth and crevice-free interiors also make them easy to clean, further enhancing their suitability for industries with stringent hygiene requirements.
Precise control: The flexibility of the diaphragm allows for precise flow control, making membrane valves ideal for applications where accurate dosing or regulation is essential.
Biocompatibility: In industries involving biotechnological processes or medical devices, membrane valves made from biocompatible materials are particularly valuable.
Solenoid compatibility: Membrane valves can be combined with solenoid actuators, enabling remote and automated control, which is crucial in modern industrial setups.
Industrial Applications of Membrane Valves:
Pharmaceuticals: Membrane valves play a vital role in pharmaceutical manufacturing, where contamination-free operations and precise dosing are crucial. They are commonly used in sterile processing, filling and packaging, and laboratory equipment.
Food and Beverage: In the food and beverage industry, membrane valves are utilized for controlling the flow of liquids and pastes in processing, filling, and packaging lines.
Chemical Processing: Membrane valves can handle aggressive chemicals and are employed in chemical processing plants for applications such as controlling the flow of acids, bases, and corrosive substances.
Water Treatment: Membrane valves find applications in water treatment systems, including reverse osmosis, filtration, and chemical dosing, due to their ability to handle a wide range of fluids while maintaining hygienic conditions.
Oil and Gas: In the oil and gas industry, membrane valves are used in various processes, such as controlling the flow of crude oil, natural gas, and refined products.
The membrane valve's rise in industrial applications is driven by its exceptional performance, contamination prevention capabilities, and adaptability to diverse fluids. As industries continue to demand more precise, reliable, and efficient fluid control solutions, membrane valves are likely to remain at the forefront of innovation, revolutionizing fluid control in various sectors.


 English
English 简体中文
简体中文